




Fiber laser cutting machine outputs a high-energy-density laser beam through the...

The plasma tube cutting machine is developed and produced to meet the requiremen...

CNC Plasma cutting machines can cut various metals that are difficult to cut wit...

CNC router machine is a short name, generally refers to computer numerical contr...

Automatic tool changing CNC router machine is a major category of CNC router mac...

CNC router machine is a short name, generally refers to computer numerical contr...

CNC router machine is a short name, generally refers to computer numerical contr...

Widely used in metallurgy, light industry, machinery, hardware, motors, electric...

This laser machine is a multifunctional machine for metal welding cleaning and c...

This laser machine is a multifunctional machine for metal welding cleaning and c...

Fiber laser cutting machine outputs a high-energy-density laser beam through the...

CNC Plasma cutting machine can cut various metals that are difficult to cut with...

CNC tube plasma beveling cutti
The pipe plasma cutting machine is developed and produced to meet the requiremen...

The pipe plasma cutting machine is developed and produced to meet the requiremen...

The gantry CNC fiber laser cutting machine has a large format and high-speed gan...

CNC FIBER LASER CUTTING MACHIN
Fiber laser cutting machine outputs a high-energy-density laser beam through the...

Fiber laser cutting machine outputs a high-energy-density laser beam through the...

Steel profiles I H beam CNC pl
Steel profiles I H beam CNC plasma cutting machine production line can cut vario...

CNC Plasma cutting machine can cut various metals that are difficult to cut with...

Metal sanding machine is a processing machine that uses a high-speed rotating gr...

According to the structure, it is divided into horizontal metal band sawing mach...

CNC gantry milling machine, referred to as gantry milling machine, is amilling m...

CNC gantry drilling milling ma
CNC gantry drilling and milling machine, referred to as gantry milling machine, ...

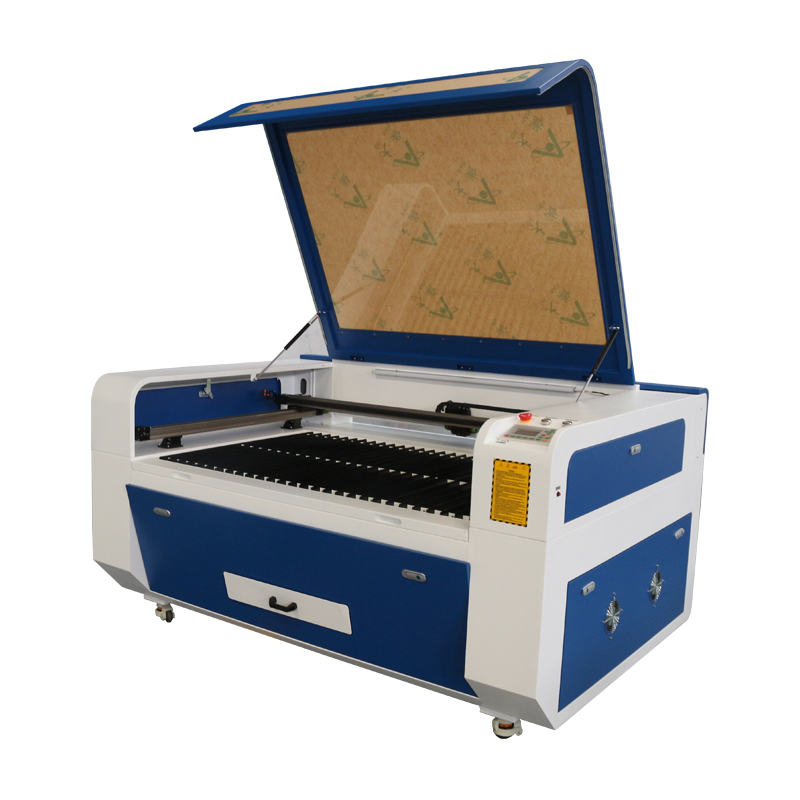
1325 CNC Laser Engraving Machi
1325 CNC Laser Engraving Machine, Laser Cutting Machine for sale with best price...
1490 CNC Laser Cutter,CNC Laser Engraver, CNC Laser Engraving Machine,CNC Laser ...

1530 China Metal CNC Fiber Las
1530 China Metal CNC Fiber Laser Cutting Machine for sale with good price,welcom...

Fiber Laser Marking Machine/ F
China CNC Fiber Laser Marking Machine/ Fiber Laser Marker for sale with cost pri...

CNC Metal Portable Plasma cutter (plasma cutting machine)with Flame Cutting Torc...

1530 Industry CNC Plasma Cutte
1530 Industry CNC Plasma Cutter/Plasma Cutting Machine for sale with good price,...

Steel/Iron pipe CNC plasma cut
This CNC plasma cutter is mainly used for cutting the Steel/Iron pipe automatica...

China Metal sheet and pipe Pla
China Metal sheet and pipe Plasma Cutting Machine/Plasma cutter with cost price,...

China CNC Plasma Cutting Machi
China CNC Plasma Cutting Machine/ CNC Plasma cutter for big size Iron sheet...
Contact: Stephen Zhang
Phone: +86-13296443055
Tel: +86-0531-88273128
Email: info@reboundcnc.com
Add: No.6 HeHua road Licheng District Jinan City, China
 Stephen
Stephen 